
Kleben muss es…! - Wechselwirkungen zwischen Klebkraft und Untergrund
Um Werkstoffe mit gleicher oder unterschiedlicher Beschaffenheit zu verbinden, stellt das Kleben eine sehr alte Technik dar. Geklebt wurde bereits vor über 200.000 Jahren! Durch intensive Forschungen und technologische Entwicklungen repräsentieren sich Verklebungen heute als innovativer Fügeprozess. Ziel ist es seit jeher - ohne den klassischen Verfahren wie Schrauben, Nieten, Löten oder Schweißen - eine belastbare und kraftschlüssige Verbindung zwischen zwei Materialien herzustellen. Aber nicht nur im Bereich des Zusammenfügens von Bauteilen, sondern auch bei Kennzeichnungsprodukten, welche unterschiedlichste Anforderungen erfüllen müssen, sind geklebte Folien-, Kunststoff- und Metallschilder nicht mehr zu entbehren.
Warum klebt etwas überhaupt?
Das Grundprinzip einer Verklebung basiert auf dem Wirken von Adhäsion und Kohäsion. Stoffe verfügen über die Fähigkeit, Anhangs-/Anziehungskräfte zur Oberfläche anderer Stoffe aufzubauen. Die innere Festigkeit des Klebstoffs bestimmt das Maß der kohäsiven Eigenschaften. Im Zusammenspiel definieren die Adhäsionseigenschaften ob und wie stark ein Klebstoff am Fügeteil haftet. Die Kohäsionsqualität des Klebers sagt hingegen etwas zur mechanischen Belastbarkeit der Verbindung aus. Im Einzelnen bedeutet dies, wie verformbar ist die Klebung bzw. welchen Scher-und Zugkräften hält sie stand.
Die Oberflächenenergie – ein entscheidender Fakt
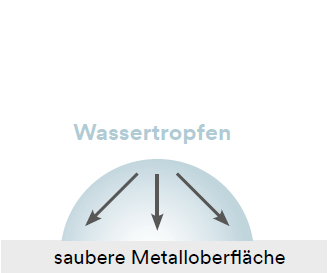
Um herauszufinden, wie gut oder weniger gut ein Verklebeuntergrund ist, muss die Oberflächenenergie des jeweiligen Materials betrachtet werden. Jeder Werkstoff weist hier seine eigenen Spezifika auf. Lassen sich Materialien gut benetzen, erzielt man das optimale Klebeergebnis. In der Praxis bedient man sich zur genauen Prüfung der Benetzbarkeit spezieller Testtinten mit definierten Oberflächenspannungen. Dem entgegen genügt aber vielfach schon ein einfacher Wassertropfen und dessen Oberflächenspannung – bedingt durch die Kohäsion in der Molekülstruktur – um die Höhe der Grenzflächenenergie einstufen zu können. Ob die Flüssigkeitstropfen dabei eine kugelförmige Gestalt annehmen, davon abweichen oder gar verlaufen, hängt letztlich von der auf sie einwirkenden Energie der Oberfläche des betreffenden Materials ab. Diese ist erforderlich, um die molekularen Bindungen der Flüssigkeit bzw. Klebers aufzubrechen. Hier entfalten die als Adhäsion bezeichneten Bindungskräfte zwischen Klebstoff und Fügeteil ihre Wirkung.
Auf der nachfolgenden Grafik, lässt sich das Ergebnis sehr anschaulich darstellen:
| Materialen mit hoher Oberflächenenergie | Materialen mit niedriger Oberflächenenergie |
 |
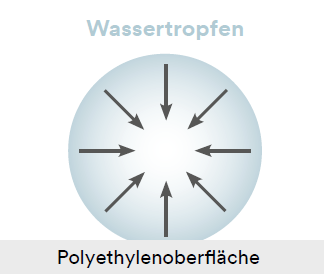 |
| Diese Oberflächen sind leicht zu benetzen und bekleben! | Diese Oberflächen sind schwierig zu benetzen und bekleben! |
Quelle: 3M Kennzeichnungssysteme, Produktleitfaden
Dabei gilt grundsätzlich: Je höher die Oberflächenenergie, desto größer ist die Klebekraft!
Hochenergetische Materialien (Beispiele):
| Kurzzeichen | Material | Oberflächenspannung (dyn/cm) |
| PS | Polystyrol | 38 |
| PVC | Polyvinylchlorid | 39 |
| PET | Polyester | 41 |
| PI | Polyimid | 41 |
| PA | Polyamid | 43 |
| PC | Polycarbonat | 46 |
| PB | Blei | 450 |
| AL | Aluminium | 840 |
| CU | Kupfer | 1.100 |
| FE | Eisen | 2.030 |
Niederenergetische Materialien (Beispiele):
| Kurzzeichen | Material | Oberflächenspannung (dyn/cm) |
| PTFE | Polytetraflourethylen (Teflon) | 18 |
| SI | Silikon | 24 |
| NR | Naturkautschuk | 25 |
| PP | Polypropylen | 29 |
| PE | Polyethylen | 31 |
| ABS | Acryl-Butadien-Styrol | 35 |
Die richtige Auswahl führt zum Ziel!
Das Folienmaterial mit dem zum Verklebeuntergrund passenden Kleber bzw. der anwendungsorientiert ausgewählte Klebefilm auf der Schildrückseite sind für eine bestimmungsgerechte Montage von zentraler Bedeutung. Darüber hinaus sollten bei der Materialauswahl unbedingt auch die Rauhigkeit des Untergrunds, Witterungseinflüsse, Umgebungsfeuchtigkeit, Temperaturen im Anwendungsbereich, evtl. Chemikalieneinflüsse sowie die gewünschte Haltbarkeitsdauer als wichtige Kriterien in Betracht gezogen werden. Im industriellen und gewerblichen Bereich werden auf Grund Ihrer praxisbewährten Eigenschaften verstärkt Rein-Acrylat-Klebestoffe oder Modifizierte Acrylat-Klebestoffe eingesetzt.
Die Tabelle zeigt deren grundlegende Stärken, aber auch Unterschiede auf:
| Rein-Acrylat | Modifziertes-Acrylat | |
| Hohe Anfangshaftung | gut | |
| Hochtemperatur-Eigenschaft | gut | |
| Verklebung bei Kälte | gut | |
| Lösungsmittelbeständigkeit | gut | |
| Scherfestigkeit | gut | |
| Haftung auf LSE | gut | |
| UV-Licht-Beständigkeit | gut |
Wir lassen Sie mit der Entscheidung nicht allein. Mit unserer jahrzehntelangen Erfahrung, ergänzt durch ein äußerst breites Material- und Produktportfolio sind Sie gut beraten!
Nur wenn der richtige Klebestoff eingesetzt wird, können Adhäsions- und Kohäsionskräfte in einer guten Balance zusammenwirken. Das ist die Grundvoraussetzung für dauerhaft zuverlässige und belastbare Verbindungen.
Für Ihr Anwendung/Ihr Projekt wartet bei uns bereits die Lösung. Gern übersenden wir Ihnen auch Muster für Testverklebungen. Kontaktieren Sie uns persönlich oder stellen Sie uns Ihre detaillierte Produktanfrage.
Ein paar Tipps & wichtige Verarbeitungshinweise
Damit das jeweilige Klebesystem seine volle Leistung entfalten kann, beachten Sie bitte die nachstehend aufgeführten Verarbeitungshinweise:
- Verarbeitungstemperatur:
idealerweise zwischen + 15 °C und + 20 °C – bei niedrigeren Temperaturen sinkt die Anfangsfestigkeit (+ 6 °C sollten keinesfalls unterschritten werden) - Oberflächenbeschaffenheit:
Die zu (be)klebenden Oberflächen müssen trocken, sauber und frei von Staub, Fett, Öl und Trennmitteln sein. Zur Reinigung verwenden Sie am Besten saubere Tücher unter Verwendung von materialverträglichen Lösemitteln (z. B. Spiritus, Alkohol, Ester oder Ketone). - Applikation/Andruck:
Verwenden Sie zur Montage einen Rakel oder eine Andruckrolle. - Endklebkraft:
Die Endhaftung des Klebers wird frühestens nach 24 Stunden erreicht. Erst nach dieser Verweilzeit sollte die Verklebung belastet werden.
Eine detaillierte für Aufkleber steht Ihnen als Download zur Verfügung.
Kleben ist Können – keine Kunst!
Quellen: 3M Science. Applied to Life. | Dissertation H. Gleich, Duisburg | www.lohmann-tapes.com
Titelfoto: Destina, stock.adobe.com



